IL BREVETTO CFC CURVATURE
La presente applicazione riguarda un metodo per la piegatura di profilati metallici. Utilizzando un elemento contenitore, ad esempio un tubolare o scatolare, aperto avente una parete utile ad alloggiare almeno parzialmente una sezione (o profilato) da curvare su un piano di piegatura, il profilato è inserito in quest'ultimo e riempito con materiale speciale comunemente nominato "lega". E' poi sottoposto ad una flessione, tramite rulli di piegatura, per ottenere un raggio di curvatura desiderato.L'applicazione della curvatura
L'uso di profilati metallici curvati o piatti, di diverse sezioni trasversali, sono più comunemente impiegati nei settori delle costruzioni civili. Profili in alluminio di piccola, media o grande dimensione sono ampiamente utilizzati per creare infissi di porte o finestre, facciate strutturali o facciate ventilate, cabine o box doccia, armadi frigoriferi, espositori, sistemi di smistamento o movimentazione, arredamento, pareti divisorie o pareti mobili e via dicendo. La sezione geometrica dei profilati varia a seconda del tipo di applicazione. Il processo di piegatura di un profilato, da elemento lineare a elemento curvo con raggio variabile o costante, richiede l'applicazione di un momento flettente che elasticizza il materiale determinando una deformazione elasto-plastica distribuita per tutta la lunghezza della sezione mediante rotazione-movimento applicata alla stessa. Le macchine impiegate sono fornite con rulli di calandratura di normale utilizzo, dotate di stampi speciali destinate ad entrare direttamente in contatto con la sezione. La forma degli stampi varia a seconda della sezione da piegare.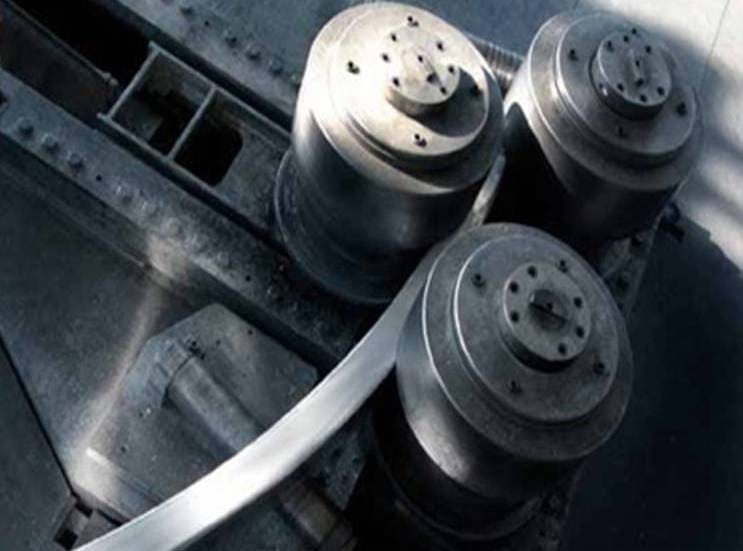
Introduzione alla tecnologia di curvatura innovativa brevettata
Lo scopo della presente innovazione è quella di eliminare gli inconvenienti della tecnica descritti precedentemente, fornendo una metodologia per la piegatura e giunzione di profilati metallici tra loro, consentendo la riduzione del raggio di curvatura e di ottenere quindi prodotti finali ad alta qualità in termini di tolleranza dimensionale e deformazione.Il metodo di curvatura dei profilati metallici secondo questa soluzione può vantaggiosamente essere applicata a qualsiasi tipo di profilato, con sezioni aperte o chiuse, realizzate in qualsiasi materiale, in particolare ma non solo: acciaio inossidabile, ferro, ottone, alluminio.
Il metodo consente di produrre profilati curvati ad alta qualità (in termini di precisione e di tolleranza dimensionale) con raggi di curvatura più stretti rispetto a quelli ottenuti con i metodi più tradizionali. Questo consente di migliorare la qualità di curvatura, sia in termini di precisione e di riduzione del raggio, anche con profilati aventi una sezione aperta, realizzati in materiali con un basso limite elastico come alluminio, riducendo notevolmente il rischio di collasso.
Operativamente, la deformazione meccanica della curvatura è imposta direttamente sul contenitore in cui il profilato è inserito e successivamente trasmessa alle componenti interne. In questo modo le forze di deformazione sono assorbite principalmente dall'elemento contenitore e uniformemente distribuite su tutta la sezione da curvare.
A differenza del metodo tradizionale di piegatura (che prevede l'operazione diretta sulla parte da curvare), grazie alla presenza di un elemento contenitore e del materiale di riempimento, sia le forze di compressione generate sulla superficie interna della sezione che le forze generate sulla superficie esterna della sezione sono distribuite su un'area più vasta.
Utilizzando il metodo secondo questa invenzione, oltre a ridurre il rischio di collasso della sezione a seguito del superamento del limite elasto-plastico, è possibile inoltre evitare la formazione di rigonfiamenti e bossing sulla lavorazione. I profilati realizzati in materiale a basso limite elastico, come l'alluminio, possono essere curvati più facilmente e con risultati migliori rispetto al metodo tradizionale che, avente le stesse caratteristiche da curvare, non ottiene un raggio di curvatura considerevolmente ridotto senza compromettere la qualità finale del prodotto.
A differenza del metodo tradizionale di piegatura (che prevede l'operazione diretta sulla parte da curvare), grazie alla presenza di un elemento contenitore e del materiale di riempimento, sia le forze di compressione generate sulla superficie interna della sezione che le forze generate sulla superficie esterna della sezione sono distribuite su un'area più vasta.
Utilizzando il metodo secondo questa invenzione, oltre a ridurre il rischio di collasso della sezione a seguito del superamento del limite elasto-plastico, è possibile inoltre evitare la formazione di rigonfiamenti e bossing sulla lavorazione. I profilati realizzati in materiale a basso limite elastico, come l'alluminio, possono essere curvati più facilmente e con risultati migliori rispetto al metodo tradizionale che, avente le stesse caratteristiche da curvare, non ottiene un raggio di curvatura considerevolmente ridotto senza compromettere la qualità finale del prodotto.